TEÑIDO DE HILOS
Teñido en Masa (Dope Dyed)
En este tipo de teñido de Hilos se agregan los colorantes directamente a la masa fundida del polímero antes del proceso de extrusión, los colorantes quedan uniformemente dispersos en el polímero y después de la extrusión quedan integrados permanentemente en la estructura de el hilo resultante, con muy buena solidez. Con este tipo de teñido se consigue una gama muy alta de colores nítidos y brillantes y muy buena solidez al lavado. Hoy el Teñido en Masa representa la opción más Eco Friendly, ya que es en la que se consume menos agua (115 lt de agua por kg de tela), se deja menor huella de carbono (3.75 kg de CO2 por kg de tela), y se consume menos energía (3.67 kwh por kg de tela). En la industria textil es común utilizar este proceso en hilos de Nylon, Poliéster y Polipropileno.
Una ventaja importante del teñido en masa es el menor costo comparado con el proceso de teñido en bobina, la desventaja es que se requieren corridas de producción relativamente largas de entre 4 y 5 tons, lo que limita la cantidad de colores y tonos disponibles.
Teñido en Madeja
Este tipo de teñido se utiliza principalmente para el teñido fibras naturales delicadas como el algodón, la lana y la seda, el proceso inicia con la formación de madejas, mismas que se cuelgan libremente para eliminar tensiones y posteriormente se hace pasar el líquido colorante a presión atmosférica a través de las fibras, la intensidad y tono del color resultante dependen de los pigmentos utilizados, la concentración del baño de color y de la absorción de las fibras. Una vez que termina la impregnación, se extrae el exceso de agua y se seca el hilo completamente para poder ser utilizado.
Teñido en Tubos
Este proceso es similar al del teñido en madeja, sin embargo se utiliza para cantidades mayores e incluye el teñido de fibras sintéticas como el Poliéster.
El primer paso es el reembobinado o reenconado, en donde el hilo se transfiere de su empaque original a una bobina de menor peso con centro de plástico perforado y con una tensión menor uniforme, las bobinas se alimentan a una autoclave en donde con temperatura, y presión controladas, se hace pasar la solución tintórea por un tiempo determinado, recirculando hasta conseguir el color deseado según el tipo de fibra que se esté tiñiendo, posteriormente se elimina el exceso de agua por centrifugado y después se pasa al secado, en donde se elimina el agua hasta llevar la fibra al punto de humedad deseado.Una vez que el hilo está completamente seco, se vuelve a reembobinar en centros de cartón o de plástico para su uso en tejido o costura.
Teñido de Telas
Al teñir una tela, lo que buscamos es obtener el color final deseado, con la mayor solidez o resistencia al lavado y de la forma más económica y productiva posible.
En forma general existen dos formas de teñir una tela:
Por agotamiento: en donde la afinidad entre la fibra y el colorante hacen que el color de una solución pase a la fibra hasta lograr una saturación y se mantenga ahí.
Por impregnación:se impregna la fibra con una solución colorante y posteriormente en el proceso de secado y acabado se logra obtener el color deseado y la permanencia o solidez.
Teñido en Cuerda
En este sistema, se hace pasar la tela en forma de cuerda a través de un baño con solución colorante o licor, este tipo de máquinas pueden ser abiertas o cerradas, pero operan a presión atmosférica, y por lo tanto no pueden teñir telas que requieran temperaturas mayores a 100° C, como es el caso de las telas de Poliéster. Una vez conseguido el equilibrio o saturación de color, la tela es enrollada para pasar al proceso de acabado y secado.
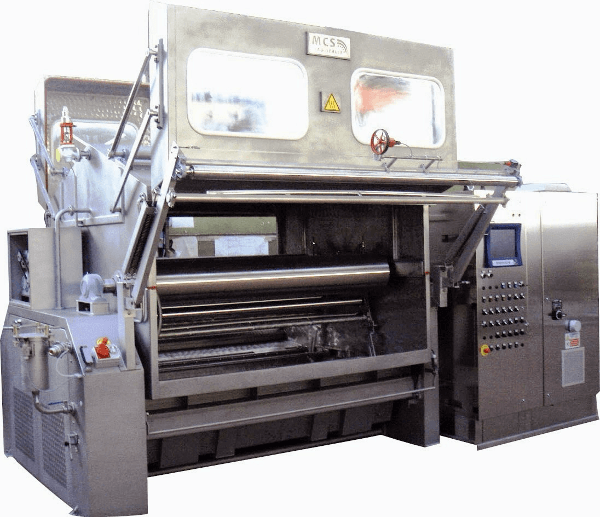
Teñido en Jigger
En este tipo de teñido se hace pasar la tela, extendida a lo ancho, por un baño de colorante, se utilizan rodillos rectos y curvos para evitar arrugas o dobleces que pudieran generar marcas en la tela, las máquinas son cerradas y trabajan a presión atmosférica, con temperaturas entre 80 y 120°C y tiempos controlados.
El reto en este proceso es controlar las tensiones y la concentración del colorante en la solución, para conseguir un teñido uniforme a lo largo y a lo ancho de la tela. También es un reto evitar que con las diferencias de tensión se modifique la estructura del tejido, lo que puede llevar a la formación de moaré.
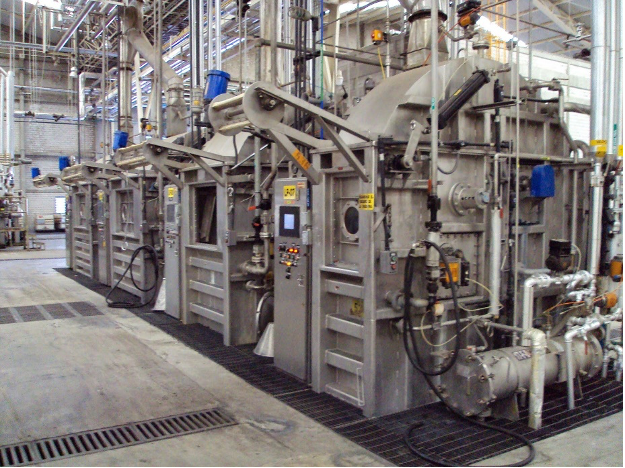
Teñido en Jet
Este es el método más utilizado para el teñido de telas de Poliéster, es el más eficiente y el menos contaminante, en estas máquinas se trabaja a altas temperaturas logrando una excelente solidez y uniformidad de color a todo lo largo y ancho de la tela.
En el jet la tracción de la tela se efectúa por un rodillo que lo conduce a través de un tubo por el que circula el baño de color en el mismo sentido, el proceso se lleva a cabo siguiendo una curva de teñido en donde la adición de químicos y colorantes está totalmente controlada de manera automática, de la misma manera se controla la rampa de temperatura para lograr el correcto teñido de la tela en función de la composición de la fibra.
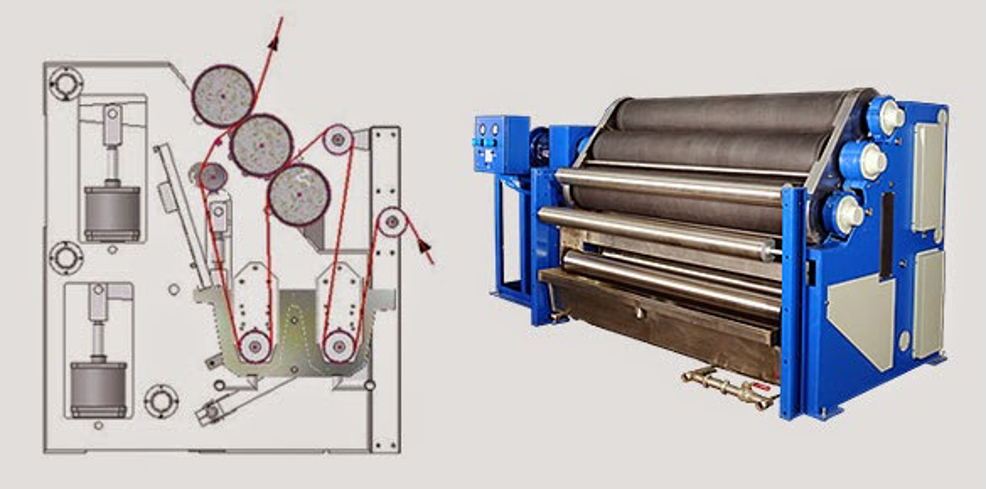
Teñido por impregnación
El foulard: Es una máquina que posee una serie de cilindros o rodillos que obligan a la tela a pasar por una cubeta (similar a una canoa) que está llena de algún producto químico. El foulardado consiste en impregnar una tela de colorante u otro tipo de solución química, y escurrirlo posteriormente por medio de presión entre los cilindros. Si se trata de una solución tintórea, el colorante queda aprisionado entre la tela, dándole color y si es algún producto para darle un acabado especifico, queda impregnad
o, escurriéndose el líquido sobrante sobre la cubeta.
Tratamientos en procesos finales de teñido
Los tratamientos posteriores al teñido tienen como finalidad conseguir las características de color y solidez deseadas.
Comenzando siempre por eliminar el colorante que no se ha fijado. Mejoramiento de la solidez a la luz, al lavado en seco o en húmedo.
Desarrollo del verdadero color, por medios químicos, en otras reacciones posteriores o por medio de detergentes.
Dado que es forzar una segunda reacción química, ésta suele hacerse a temperatura de al menos los 100ºC.
La eliminación de impurezas no es sólo por razones elementales sino porque ellas afectarían mucho a acabados posteriores en el tejido, como el estampado o el apresto, por ejemplo.
Fuente:Rodrigo Flores
Hilados de alta calidad


+16.03.12-1920w.png)





Comentarios
Publicar un comentario